By Matthew Martin, XRG Technologies
Introduction
For many refineries, the delayed coker unit is a vital component of refinery profitability. The tubes used in delayed coker units foul and must be decoked periodically. The shutdown days used to decoke a heater remove it from service. The burner flames used to deliver heat to the tubes contribute to heat flux non-uniformity in the radiant section, accelerating coking. Computational Fluid Dynamics (CFD) modeling is used to explore innovations in combustion that improve temperature uniformity, increase run length, and reduce NOx emissions.
Background
Delayed coker units use fired heaters to heat vacuum residual oil (VRO) to the onset of thermal cracking. The process outlet temperature is typically 900°F but depends on the feedstock and operating conditions. The radiant section flue gas outlet temperature ranges from 1400°F to 1600°F. Ideally, the onset of the thermal cracking and coke production (coking) do not occur until the exit of the heater. In practice, this is never the case, so heaters must be decoked to remove coke products built up inside the heater coils. Operators can decoke the heater by pigging, spalling, or steam-air decoking.
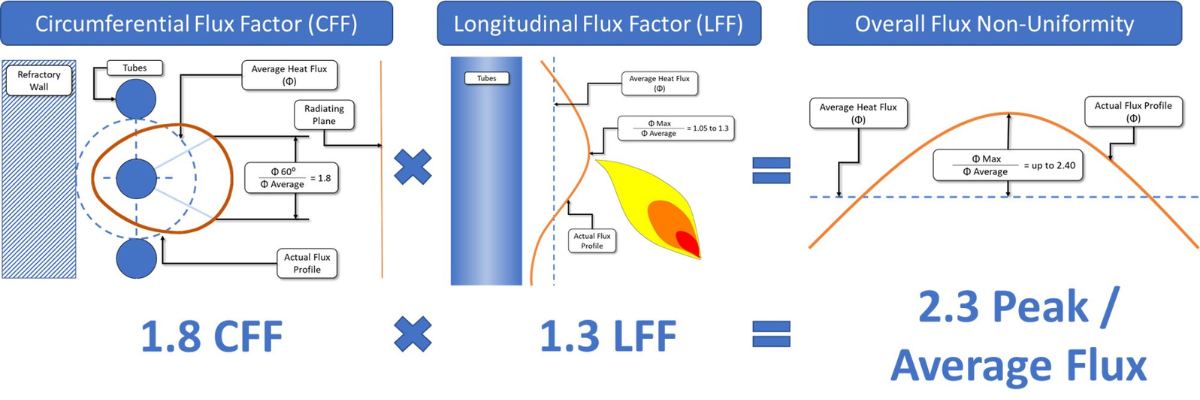
There is always non-uniformity in the temperature of the VRO inside the heater tube. Even in ideal situations where uniform heat is applied at the outside of the process tube, the film temperature of the VRO next to the tube wall is always higher than the bulk fluid temperature. The flames and emitting gases inside the heater radiate to the tubes non-uniformly as a function of each VRO tube shadowing the adjacent tube (Hottel, 1983). The shadowing results in higher temperature on the “hot side” of the tube, facing the flames, as opposed to portions not exposed to direct radiation. Finally, variation in the flame pattern itself results in further variation in VRO temperature inside heater tubes. When these sources of non-uniformity occur simultaneously, peak heat flux can be 2.3+ times higher than the average heat flux, as in Figure 1.
The high temperature and low velocity in the boundary layer next to the tube wall cause coke to form and deposit at the tube wall (Ebert, 1997). The high-temperature flames emanating from the burners result in high NOx generation. A linear increase in flame temperature results in an exponential increase in NOx production. Efficiency-improving methods, such as increasing combustion air temperature, increase both the flame temperature and the resulting NOx from the coker.
The peak tube metal temperature limits the run length of most coker heaters. This peak temperature occurs in a localized spot and is determined by the interaction between the heated VRO and the heat transfer from the burner flames. Reducing this local peak temperature, the run length of a coker heater can be increased.
Dispersed Combustion
High-temperature flames generate high NOx emissions and localized heating of the tubes. The temperature of a flame is a function of the composition of the reactants, which is determined by the mixing at the flame front introduced by the burner. A burner can lower the flame temperature by mixing more air or flue gas into the flame front. However, if too much air or flue gas is mixed into the reaction zone, it becomes impossible to maintain a flame.
By intentionally changing the combustion regime such that the fuel is thermally oxidized rather than burned in a flame front, the temperature at which the fuel is oxidized can be greatly reduced. Oxidation of the fuel at a temperature that is close to the exit temperature of the heater produces effectively no NOx and more uniform radiation to the process tubes.
One cannot easily apply thermal oxidation of the fuel – or flameless combustion – to fired heaters for several reasons. Combustion without a flame is only supported when the reactants have a sufficient temperature, a low oxygen concentration, and sufficiently diluted fuel (Capocelli). Because the tubes carrying the VRO in a coker heater are cold compared to the flue gas, a sufficient temperature cannot be maintained throughout the combustion chamber. The oxygen concentration varies by necessity when burners are used because fresh air is introduced at each burner. The fuel is initially undiluted. In the case of ultra-low NOx burners, some fuel is diluted with flue gas before combustion, but there is a limit that cannot be surpassed if a flame is to be maintained.
There are existing burner management systems (BMS), safety instrumentation systems (SIS), and startup and shutdown procedures for fired heaters. These systems and practices are incompatible with flameless combustion, because they rely on the detection of flame to determine the condition of the firebox. Any practical use of flameless combustion should account for these systems and practices rather than circumvent them.
An alternative mode of combustion maintains a baseload of conventional combustion in the burners and the remaining portion of the combustion is carried out by thermal oxidation of the fuel. Here, the BMS, SIS, and startup and shutdown procedures remain the same as any conventionally fired heater. Dispersed combustion results in lower emissions, more uniform heat transfer, and potentially longer run lengths in coker heaters.
Dispersed Combustion Nozzles
To achieve practical dispersed combustion, all of the combustion air is introduced through the burners while a portion of the fuel remains in the burners and a portion is diverted to specialized nozzles to be mixed with flue gas. One starts up and shuts down using only the burners and not the nozzles. When the radiant section flue gas meets certain conditions, fuel is diverted from the burners to the flue-gas mixing nozzles. Figure 2 shows a diagram of the nozzles placed in the radiant section of a coker heater.
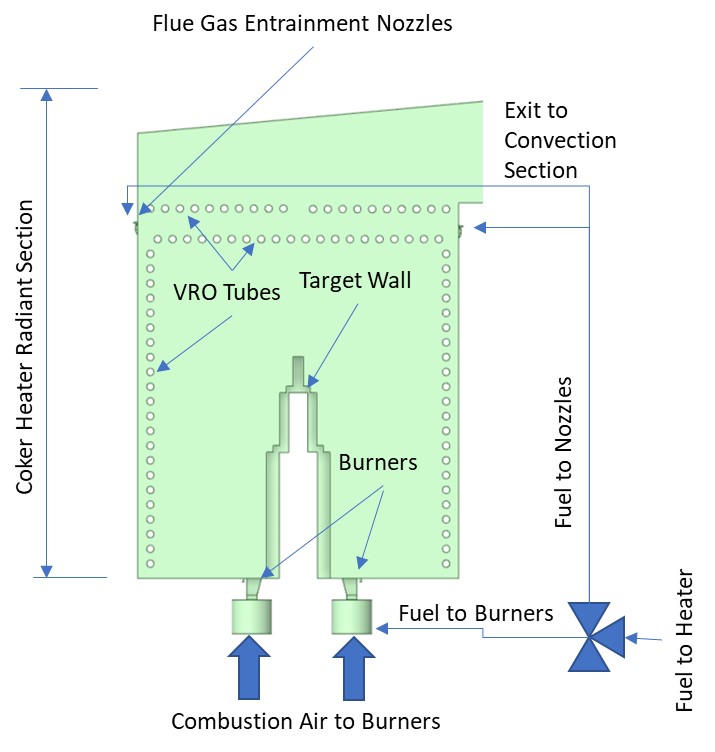
Figure 3 shows the nozzle used to introduce fuel for dispersed combustion into a fired heater. These nozzles are not burners. They have been designed to entrain and mix flue gas, rather than air, with a portion of the fuel gas used to heat the process. The shape of the nozzle increases mass flow of the entrained flue gas as well as the uniformity of the mixture in the near field of the nozzle, so that a flame can never be formed, regardless of the fuel composition. Once mixed, the fuel is oxidized within the radiant section with excess air from the burners. The nozzles are oriented to maintain and reinforce desired flue gas recirculation patterns and to ensure that fuel is oxidized completely before leaving the firebox.

Simulation Details
Two cases were simulated using the same section of a coker heater. The first is a baseline case using low NOx burners to heat the coil. The second case uses nozzles to introduce a dispersed stage of combustion. Total heat absorbed by the VRO tubes and the tube-side internal boundary temperature were held constant in both cases. This simplification is important because it tends to underestimate the outlet tube metal temperature and, therefore, underestimate the impact of the improvement from dispersed combustion.
Simulation Results
Side Wall Tube Metal Temperature
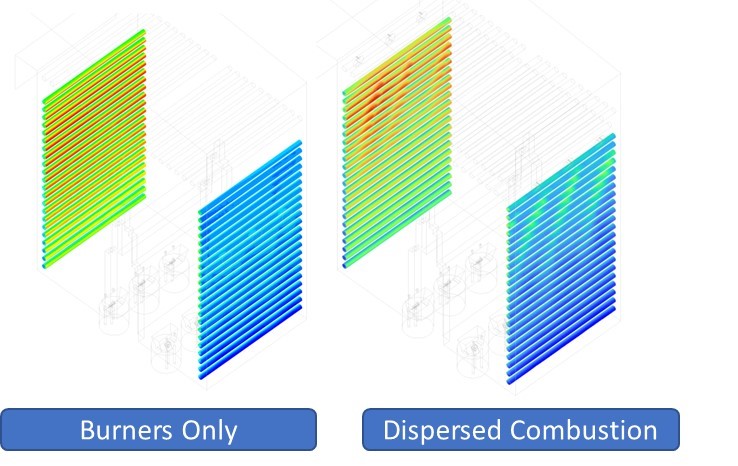
The temperature of the wall-facing side of the tubes increases with dispersed combustion. This allows more of the tube surface area to transfer heat and decreases the circumferential heat flux factor. The increased utilization of the radiant section tube surface area can shift duty from the convection section, potentially alleviating a bottleneck if the heater is convection section limited.
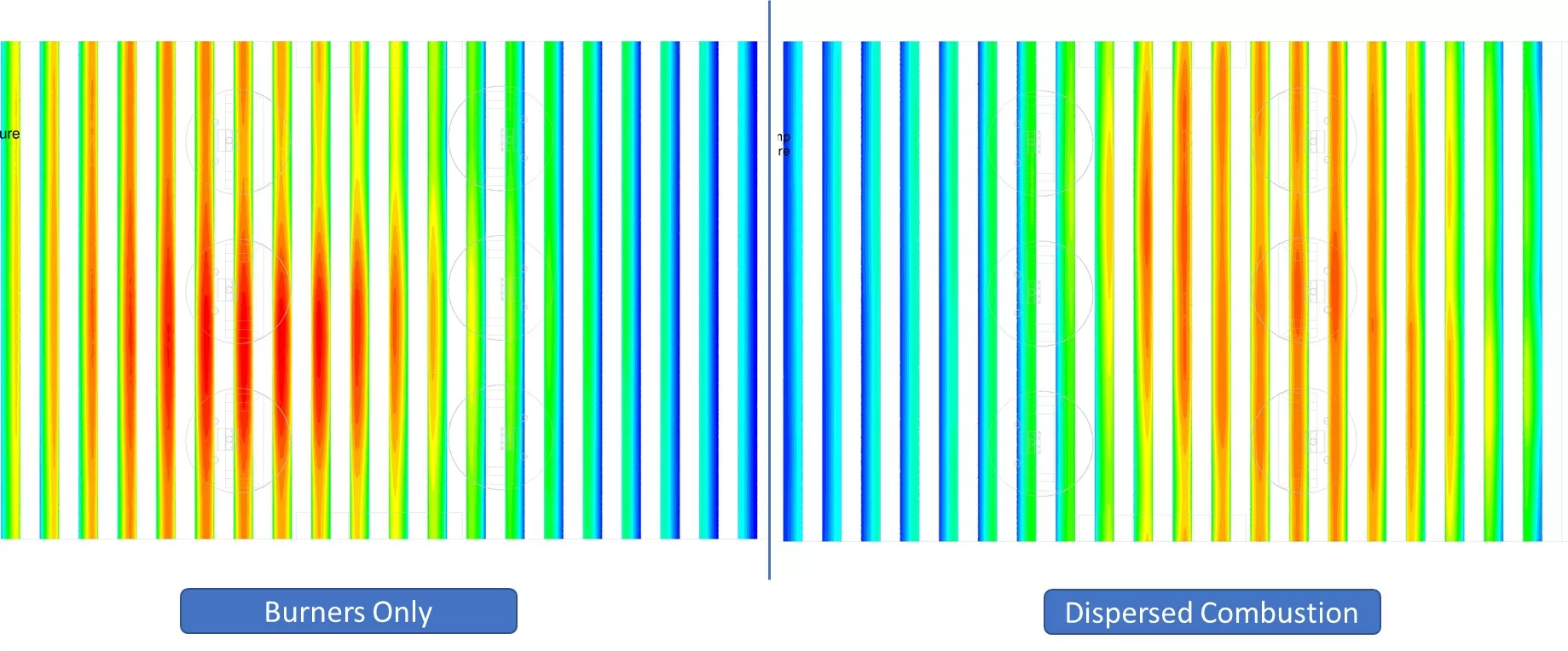
Roof Tube Metal Temperature
Figure 5 shows the predicted TMT for the roof tubes mounted directly above the burners. The view is looking from the floor of the heater to the hot face of the roof tubes. Again, the peak TMT is reduced. Overheating of the roof tubes above the target wall is a typical failure mode of this style of coker heater when using ultra-low NOx burners. Reducing the temperature of these tubes may significantly improve run length for these heaters.
Emissions
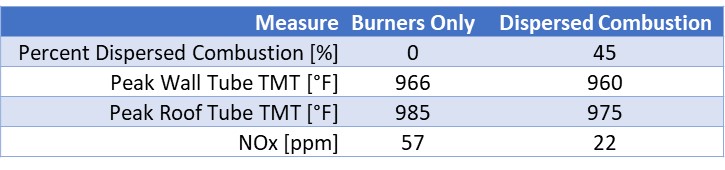
NOx emissions are predicted from the CFD simulation using a proprietary NOx model. This model is accurate to +/- 2 ppm in the validation cases for which it was developed. The predicted NOx when operating on burners only is 57 ppm. When operating in dispersed combustion mode, NOx is reduced to 22 ppm.
Summary and Conclusions
Table 1 presents summary results from the simulation of dispersed combustion in a coker heater. Dispersed combustion reduced the tube metal temperature throughout the radiant section which leads to reduced coking, increased run length, and increased tube life. The circumferential flux factor of the wall tubes improved with increased utilization of the wall-facing tube surface area. The peak temperature of the tubes over the target wall was reduced in an area that is particularly prone to failure. The improvements in tube temperature were made while reducing NOx by 61%. Dispersed combustion, when coupled with specialized flue gas recirculating nozzles, can improve heat transfer and reduce emissions in coker heaters. In a typical application, this method can produce 10-30% more run time and save millions of dollars over the life of a heater.
Sidebar
- Heaters for delayed coker units have limited run length because the tubes coke
- Increasing the run length can be worth millions of dollars annually
- Reducing NOx emissions can be difficult and expensive
- Dispersed combustion can cost-effectively reduce emissions and increase run length
References
Capocelli, M. (n.d.). Flameless Combustion. Retrieved 2022, from Oil & Gas Portal: http://www.oil-gasportal.com/flameless-combustion/?print=print
Ebert, W. a. (1997). Analysis of Exxon Crude Oil Slip Stream Coking Data in Fouling Mitigation of Industrial Heat Exchange Equipment. New York: Begell House.
Hottel, H. C. (1983). Flux Distribution around Tubes in the Radiant Section of Processing Furnaces. Industrial & Engineering Chemistry Fundamentals, 22, 153-163.
About the Author:

As the Lead Scientist at XRG, Matthew Martin has over 30 years of experience the combustion industry. He specializes in CFD of fired equipment, including UOP platforming heaters, burners in process heaters, thermal oxidizers and flares with over 300 simulations of installed, field-proven equipment. Matt received a Bachelor of Science in Computer Science from the University of Tulsa. He has written numerous publications, is listed as inventor or co-inventor on 27 patents.
![]()
XRG Technologies is an innovative engineering and procurement firm specializing in fired equipment for the refining, petrochemical, and power markets. We collaborate with our partners to solve complex problems and manage projects from concept to completion.
Our staff of industry experts will partner with you and function as your outside engineering support team. Our team of fired heater, burner, boiler, flare, vapor recovery and thermal oxidizer experts create one centralized, go-to engineering firm for all your fired equipment needs!