Make Common Plenums More Common!
Fired heaters need air for the burners that supply heat to the process tubes. Air is supplied through individual burner plenums or a common plenum. Most burners come with an individual plenum which means each burner has an individual air supply duct (called plenum or windbox) using forced or natural draft and is controlled by a damper. This damper is almost always a louver-type design with one or two opposed blades.
Far less common is the common plenum (pun intended). A common plenum is essentially a big box around the burner inlets. Air is still supplied by either natural or forced draft, and burners still have individual dampers, but of a different design.


Figure 1: Examples of common plenums
Cost is the main reason why common plenums are not used as much anymore. Furthermore, the additional box around the burners requires more space because the air velocities cannot be too high. With the plenum walls in the way, burner maintenance and operation can be more difficult.
However, common plenums offer advantages that are often downplayed but can be worthwhile.
-
Common plenums can be designed with just one main inlet damper
Having a damper on each burner seems like a method to achieve more control flexibility, but in reality, each one needs to be set the same as the others for proper air/fuel ratios. Instead, after a while they end up all over the place, creating combustion problems from uneven air distribution. A properly designed common plenum provides internal air distribution without interference from an operator.
The air inlet can be designed with a single damper, this is actuated electrically or pneumatically for optimal O2 balancing in conjunction with the arch draft. Such an air delivery system would rarely, if ever, need manual intervention by the operator.
Especially for natural draft heaters that are operated in extreme ambient temperatures, blizzards or desert sandstorms, a single remotely controlled damper is much easier to manipulate than sending an operator out.

Figure 2: Common plenum with a single inlet damper
2. Common plenums provide superior air distribution
A common plenum can be internally fitted with flow correction devices such as baffles, guide vanes, and perforated plates to ensure even air distribution among the burners. Proper design ensures a maximum difference of +/- 2.5% excess air in natural draft applications, which is superior to individual plenum designs. This is because natural draft burners with individual plenum are very sensitive to wind. In short natural draft heaters, the available draft for the burners can be less than 0.2 inH2O (5 mmH2O), so any variation in ambient conditions like wind pressure and velocity can cause great variations in air flow.
3. A common plenum is insensitive to wind
This is an area where the benefits of a common plenum are most obvious. Wind can play an outsized role in the air control of a natural draft heater. The air flow into the burners depends on the difference between the firebox pressure and the exterior pressure. Even at modest wind speeds, these exterior pressures vary substantially around the heater and the burners.
Consider the following example:
A customer experienced natural draft burners flaming out during gusts of wind. To tackle the problem, the burner inlets were extended and aimed upwards. However, CFD analysis of the wind speed of 20 km/h indicates high gradients of velocity around the burner inlets, resulting in ambient pressure variations that were high enough to cause burners to run out of air.
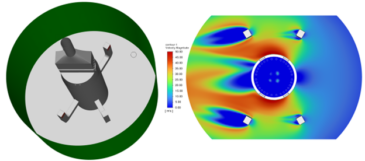
Figure 3: Velocity gradients due to wind speed of 20 km/h
A well-designed common plenum can eliminate these variations and ensures a good air distribution.
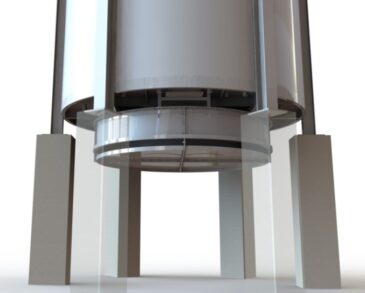
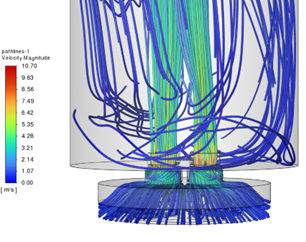
Figure 4: Common plenum design and flow distribution
4. Common plenums offer freeze protection
In cold climates, operational problems occur that are non-issues everywhere else. Water can form hydrates in natural gas lines and cause plugging, especially around high pressure drop zones like flow orifices, where the Joule-Thomson effect causes additional drops in temperature. Hoar frost may form on pilot inlets, perforated plates, and burner inlets. This can be mitigated or prevented by running the pilots and fuel lines inside the common plenum and shielding them from the wind. The internal plenum temperature is also higher due to radiation from the floor casing.
5. Noise reduction
Most combustion noise comes from the firebox through the burner plenum. Stringent noise requirements (such as Sound Pressure Levels below 80 dB(A)) can be difficult to achieve with individual burner plenums. In some cases, they must be 5 – 10 ft long to cause sufficient dampening of the noise. However, by design, a common plenum offers a natural barrier against the transport of noise to the environment which makes it far simpler to achieve low to extremely low SPL levels.
Conclusions
While common plenums are more complex to design than individual burner plenums, they offer many advantages that can make the heater easier to operate and more robust against the impact of ambient conditions.